

- 2023-08-28 14:58:51 来源:南京聚航科技有限公司 浏览量:183次
- 【导读】球磨机轴头是建陶大型旋转粉碎机械的关键部件,它起着支承和旋转球磨机滚筒机体的重要作用。实心轴头直径350mm,周围焊接加强环直径590mm厚度200mm,轴头和加强环焊接在球磨机圆滚筒上。
-
球磨机轴头是建陶大型旋转粉碎机械的关键部件,它起着支承和旋转球磨机滚筒机体的重要作用。实心轴头直径350mm,周围焊接加强环直径590mm厚度200mm,轴头和加强环焊接在球磨机圆滚筒上。由于在焊接处产生不均的温度场,使温度应力和相变应力分布不均匀将导致焊缝处产生较大的塑性变形,从而产生焊接残余应力。残余应力的存在会影响轴头的强度疲劳寿命,产生结构变形,焊接件易发生脆性破坏。因此,球磨机轴头残余应力测量和消除就变得尤为重要。
盲孔法测残余应力原理
本次试验采用盲孔法测量球磨机轴头焊接残余应力,盲孔法测量残余应力就是在被测点上钻一个小孔,使被测点的应力得到部分的释放,测出的钻孔前后相应的应变差,根据应力、应变关系式及无应力材料的标定值,在根据弹性力学理论计算出残余应力,钻孔的直径深度都不大,不会影响被测构件的正常使用,并且这种方法具有较好的精度,因此,它已成为应用比较广泛的方法。
振动时效工艺原理
本次试验采用振动时效工艺消除球磨机轴头焊接残余应力,其工作原理是通过振动,使工件内部残余的内应力和附加的振动应力的矢量和达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。因其环保、节能、省时成为常用的消除应力方法。
试验过程
测量仪器采用JHMK多通道残余应力测量系统,由JHYC静态应变仪和JHZK钻孔装置组成。接线方案采用半桥补偿块补偿方法,在轴机头焊缝附近同一圆周上对称粘贴A、C、E、G4个直角应变花。加强环焊缝附近同一圆周上也对称粘贴B、D、F、H4个直角应变花,应变花粘贴位置如图1,盲孔的位置在8个应变花附近,a=7.5,深度h=16mm。振动时效设备采用JH-600A液晶交流振动时效设备,振动时效处理时球磨机轴头下面垫有四个橡胶垫,如图1。
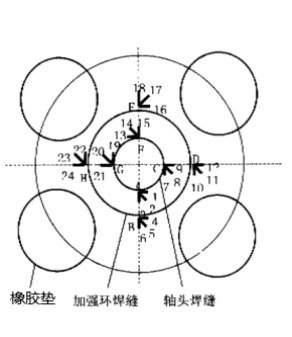
图1球磨机轴头应变花布置图
测试结果
振动时效前测得结果和用振动时效设备对轴头进行时效后的结果见表1和表2。
表1振动前后的试验结果
测点
振前
振后
平均应力降低率(%)
με
MPa
με
MPa
A
ε1
-250
σ1
-300
ε1
-205
σ1
-275
8
ε2
-55
σ2
-90
ε2
-85
σ2
-85
ε3
+55
σm
+195
ε3
0
σm
+180
B
ε4
-75
σ1
-476
ε14
-315
σ1
+10
100
ε5
-5
σ2
-213
ε25
+10
σ2
-10
ε6
-265
σm
+340
ε36
0
σm
0
C
ε7
+195
σ1
+408
ε7
-190
σ1
-244
25
ε8
-130
σ2
+62
ε8
-75
σ2
-106
ε9
+40
σm
+234
ε9
+15
σm
+175
D
ε10
-210
σ1
-248
ε10
-105
σ1
-158
26
ε11
-60
σ2
-73
ε11
-98
σ2
-78
ε12
+50
σm
+161
ε12
-13
σm
+11
E
ε13
-265
σ1
-339
ε13
-70
σ1
-110
60
ε14
-90
σ2
-142
ε14
-50
σ2
-80
ε15
+25
σm
+241
ε15
-25
σm
+95
F
ε16
-190
σ1
-30
ε16
-35
σ1
-65
37
ε17
-190
σ2
-160
ε17
-35
σ2
-55
ε18
-40
σm
+95
ε18
-25
σm
+60
G
ε19
-400
σ1
-560
ε19
-135
σ1
-200
61
ε20
-225
σ2
-280
ε20
-100
σ2
-130
ε21
+20
σm
+420
ε21
-30
σm
+165
H
ε22
-310
σ1
-438
ε22
-150
σ1
-205
54
ε23
-215
σ2
-242
ε23
-90
σ2
-105
ε24
-30
σm
+340
ε24
-5
σm
+155
表2振动前后的分析结果
测试位置
振前平均应力
振后平均应力
应力降低率
振前应力幅值△σ1
振后应力幅值△σ2
振前波动率
振后波动率
轴环缝
272.25
153.75
43.5%
654
85
240%
55.3%
加强板环缝
233.87
83.25
64.4%
245
155
104.7%
186.2%
结论
1. 焊接残余应力越高,振动时效处理降低应力越多均化应力越好。
2. 环缝残余应力降低43.5%,波动率由240%降低到55.3%,应力均化效果好。
3. 加强板环缝残余应力降低64.4%,波动率变大是由于振后平均应力变得很低所致。
4. 采用盲孔法对球磨机轴头进行残余应力测量是可行的。
- 标签:球磨机轴头
- 收藏(0) 赞(0) 踩(0)
-
 随时了解更多仪器资讯,求购、招标、中标信息实时更新,厂商招商信息随时看。大量、齐全、专业的仪器信息尽在仪器网(yiqi.com)。扫一扫关注仪器网官方微信,随时随地查看仪器用户采购、招标需求!
随时了解更多仪器资讯,求购、招标、中标信息实时更新,厂商招商信息随时看。大量、齐全、专业的仪器信息尽在仪器网(yiqi.com)。扫一扫关注仪器网官方微信,随时随地查看仪器用户采购、招标需求!
-
为你精选
-
 国内全场景智能网联车试验正式运行 加速车路云发展相关如何明确未来方向?
技术是智能网联车发展的核心驱动力。企业应加大在人工智能、大数据、云计算及车联网技术的研发投资。特别是在算法优化、传感器精度、数据处理能力等关键技术上,持续推动创新。
2024-07-18 12:01:17 行业动态
国内全场景智能网联车试验正式运行 加速车路云发展相关如何明确未来方向?
技术是智能网联车发展的核心驱动力。企业应加大在人工智能、大数据、云计算及车联网技术的研发投资。特别是在算法优化、传感器精度、数据处理能力等关键技术上,持续推动创新。
2024-07-18 12:01:17 行业动态 -
 iPhone16进入备货阶段市场看好AI智能手机行情 只能手机销量复苏哪些仪器将受益?
智能手机的功能日益强大,对电池寿命和能效的要求也越来越高。电池和电源管理系统测试仪器将扮演重要角色,用于评估和优化电池性能,确保设备在不同使用场景下的能耗效率。
2024-07-18 11:50:46 热点跟踪
iPhone16进入备货阶段市场看好AI智能手机行情 只能手机销量复苏哪些仪器将受益?
智能手机的功能日益强大,对电池寿命和能效的要求也越来越高。电池和电源管理系统测试仪器将扮演重要角色,用于评估和优化电池性能,确保设备在不同使用场景下的能耗效率。
2024-07-18 11:50:46 热点跟踪 -
 成都推行氢燃料电池商用发展新政 相关仪器如何跟随趋势持续发展?
2仪器企业首先需要加强对氢燃料电池相关技术和材料特性的研究。这包括开发更精准的测试和测量设备,用于监测氢燃料电池的性能、耐久性及安全性。
2024-07-18 11:39:09 政策法规
成都推行氢燃料电池商用发展新政 相关仪器如何跟随趋势持续发展?
2仪器企业首先需要加强对氢燃料电池相关技术和材料特性的研究。这包括开发更精准的测试和测量设备,用于监测氢燃料电池的性能、耐久性及安全性。
2024-07-18 11:39:09 政策法规 -
 台州鼓励国企入股高新技术及上市企业 入股给仪器行业科技发展带来了什么?
国有企业的资本投入直接增加了仪器行业的资金供给,特别是对于那些研发投入大、技术壁垒高的高新技术仪器企业。资金的增加使得这些企业能够加快研发节奏,引进先进技术,提升研发能力。
2024-07-18 11:24:42 市场分析
台州鼓励国企入股高新技术及上市企业 入股给仪器行业科技发展带来了什么?
国有企业的资本投入直接增加了仪器行业的资金供给,特别是对于那些研发投入大、技术壁垒高的高新技术仪器企业。资金的增加使得这些企业能够加快研发节奏,引进先进技术,提升研发能力。
2024-07-18 11:24:42 市场分析 -
 财政部发布企业专用设备数字化智能化改造免税政策 仪器数字智能改造哪些是核心要素?
数据是数字化改造的血液。实现设备的数据采集、存储、处理和分析是智能化的核心。企业需要构建有效的数据架构,确保数据的准确性、安全性和实时性。同时,利用大数据和人工智能技术对数据进行深入分析。
2024-07-18 10:58:44 政策法规
财政部发布企业专用设备数字化智能化改造免税政策 仪器数字智能改造哪些是核心要素?
数据是数字化改造的血液。实现设备的数据采集、存储、处理和分析是智能化的核心。企业需要构建有效的数据架构,确保数据的准确性、安全性和实时性。同时,利用大数据和人工智能技术对数据进行深入分析。
2024-07-18 10:58:44 政策法规
-
球磨机轴头残余应力测量与消除

①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi

- 丹东百特新品上市,这下“稳”了!
- 低吸附尖底离心管的作用
- 仪景通手持合金分析仪的精度解析
- 来自众瑞合作伙伴的感谢信!
- 广州标际荣幸受邀参加教育部轻工教指委包装工程专业会议并作主题演讲
- 广州标际荣幸受邀参加教育部轻工教指委包装工程专业会议并作主题演讲
- 莱伯泰科高端质谱赋能新质生产力,助力我国半导体产业蓬勃发展
- 助力山东省生态环境监测大比武,莱伯泰科获客户感谢信肯定
- Bettersize2000S喷雾激光粒度分析仪
- 四方仪器助力水泥焦化行业超低排放改造,携手昔日污染大户打造“
- 公司座机坏了,有需要可以先QQ3218790381联系
- 扫描电镜(SEM)操作指南:如何获得高质量的图片
- 人细胞外信号调节激酶(ERK)ELISA试剂盒实验使用说明书


