PLC控制系统,可编程逻辑控制器,是工业控制的核心部分。PLC的基本基本结构已知晓,那么今天说说它的工作原理。
PLC是采用“顺序扫描,不断循环”的方式进行工作的。即在PLC运行时,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从diyi条指令开始逐条顺序执行用户程序,直至程序结束。然后重新返回diyi条指令,开始下一轮新的扫描。在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。
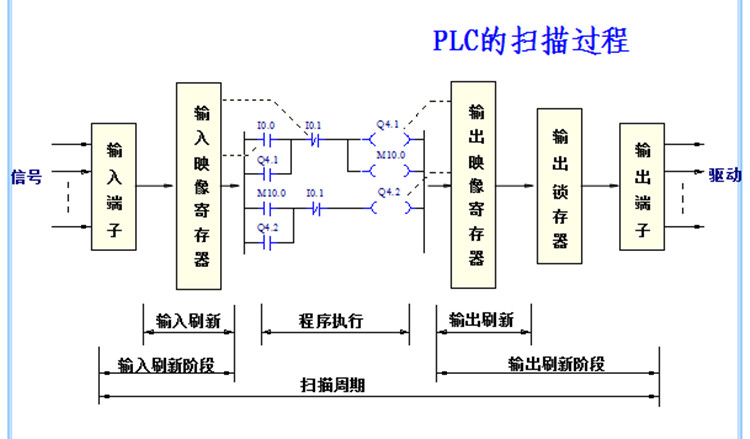
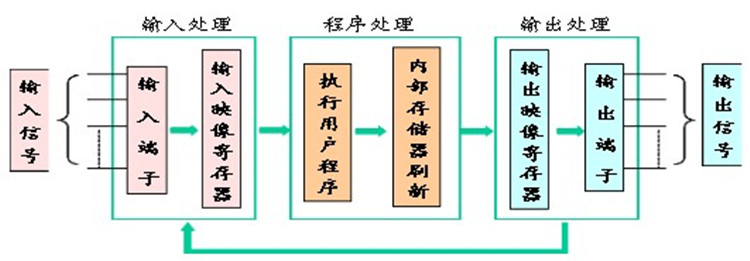
当可编程逻辑控制器投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,可编程逻辑控制器的CPU以一定的扫描速度重复执行上述三个阶段。
1.输入采样阶段
在输入采样阶段,可编程逻辑控制器以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应的单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
2.用户程序执行阶段
在用户程序执行阶段,PLC控制器总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
 3.输出刷新阶段
3.输出刷新阶段
当扫描用户程序结束后,可编程逻辑控制器就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是可编程逻辑控制器的真正输出。
我想用VB.NET来编工业控制软件,不知道怎么样? 我看大多数工业控制软件都是vb6.0写的,用VB.NE
首先请大师解惑,晚生感激不尽1我是机械设计制造及其自动化专业毕业的,立志工控行业,对程序,电子等有天生的敏
PLC控制系统,可编程逻辑控制器,专为工业生产设计的一种数字运算操作的电子装置,它采用一类可编程的存储器,用
多年从事工业自动化设备的设计、调试工作。可以提供自动化设备的电气控制方案,PLC编程调试(涉及:伺服精确定
案例是这样的,有16个PLC里有电压,电流需要监控,实时的读取电压,电流的信息, 同时,还要远程操作
特别介绍一下PLC,Z好能告知一下价格。谢谢!... 特别介绍一下PLC,Z好能告知一下价格。谢谢!
pSafetyLink系列工业网络安全防护网关:实现控制网与管理网之间有效的边界隔离,在确保控制网与管理网之
DCS发展至今已相当成熟和实用,毫无疑问,它仍是当前工业自动化系统应用及选型的主流,不会随着现场总线技术的出
C/C++写的软件,编译器直接将语句编译成CPU指令,确保执行正确与GX。 Java写的软件,没有直接编译成
我需要在工业生产中用到一个控制软件,要求能运行于windows XP下,主要是控制一个6轴的运动控制卡,函

沪公网安备 31011502008050号




