
-
产品文章
-
波纹管固溶处理前后残余应力测试与分析
发布:南京聚航科技有限公司浏览次数:25波纹管膨胀节是管道位移补偿的一种重要形式,多用于石油、化工等行业。波纹管的成形多采用液压、滚压等方式,将卷成圆柱体的薄壁圆筒体通过冷挤压的方式加工成波纹。由于金属在成形过程中发生了不均匀塑性变形,成形后的金属波纹管会产生很大的残余应力。为了提高波纹管的防腐性能,需要对金属波纹管进行固溶处理。为了研究金属波纹管加工后残余应力的大小,以及固溶处理对残余应力的影响,本文对固溶处理前后的波纹管进行了残余应力测试。
本次试验采用盲孔法测量残余应力,首先在波纹管测点处钻孔,使该部位的残余应力得以释放,用粘贴在测点位置的电阻应变片测出残余应力释放后产生的应变,*后用弹塑性力学原理求得残余应力数据。
测试试件及仪器
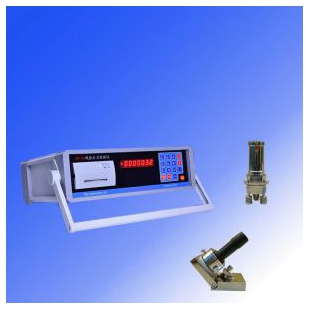
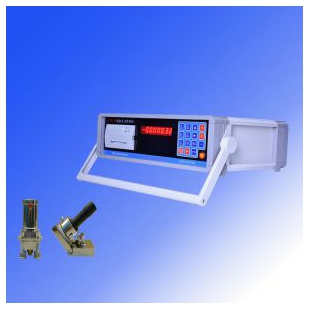
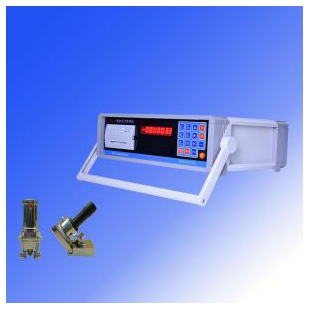
仪器采用聚航科技生产的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK专用钻孔装置组成,软件式操作,可实时显示测试数据、保存数据。
表1中8个试件,材质均为304奥氏不锈钢,厚度t=1mm。
表1 测试试件
试件号
直径
液压成形
滚压成形
固溶处理
未固溶处理
固溶处理
未固溶处理
DN400
1#
2#
——
——
DN600
3#
4#
5#
6#
DN800
——
——
7#
8#
测试结果及分析
假设材料为各向同性,材料的弹性模量E=193000MPa,固溶处理过的波纹管,μ=0.3;未经过固溶处理的波纹管,取μ=0.5。应变片相应的参数为:a=1mm,r1=2mm,r2=4mm。由以上数据,计算出释放系数为:对成形态,A=-4.4875mm2/N,B=-10.8282mm2/N;对固溶态A=-4.2098mm2/N,B=-11.1116mm2/N。因为当残余应力超过材料屈服极限的1/2时,钻孔后会在孔边造成应力集中,引起孔边材料发生塑性变形。此时,应变片不仅记录了由残余应力引起的应变,还记录了材料发生塑性变形而产生的应变εp。因此,计算结果偏大,必须进行修正。试验中采用简便的应变释放系数分级计算法,由S次计算出的主应力σ1和σ2中的*对值大多决定修正计算时所选择的释放系数A、B的级别。计算过程采用计算机编程,力求计算结果准确无误,见图1。
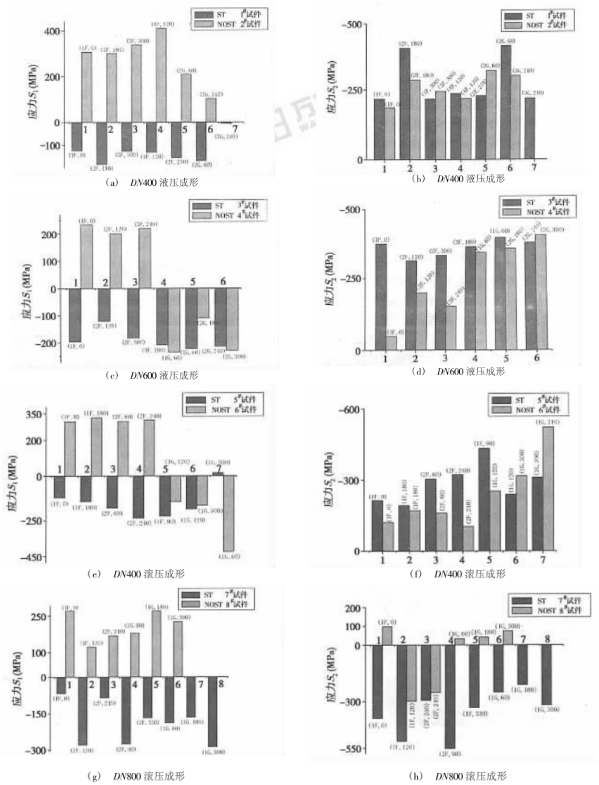
图1固溶处理前后的残余应力比较
图1中测点的位置符号,*一个数字代表的是第几个波峰或波谷;第二个字母,F代表波峰,G代表波谷;第三个数代表该点在波峰或波谷上所处的角度(图2)。
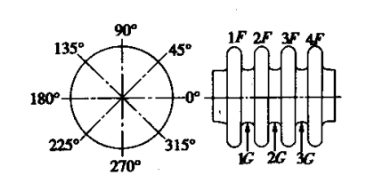
图2残余应力测点方位示意图
图1中(a)-(h)为两两尺寸相同的4组试件,固溶处理前后,两试件主应力σ1和σ2的对比图。由于测定的试件取自不同的尺寸和成形工艺,因此测试结果反映的规律具有一定的普遍意义。
残余应力的极限是材料的屈服强度,虽然对图1中一些测点进行修正,但结果仍然偏大。其主要原因是这些点本身的残余应力增大,钻孔后孔边由于应力集中而发生了局部的塑性变形,产生了附加应变εp,使计算结果偏大。另外,试验误差也是导致结果偏大的一个原因。
分析图1中(a)-(h),反映了以下三点情况:
1. 固溶处理前的试件,其波峰处的*大主应力σ1均为拉应力,波谷处则有拉应力,也有压应力;而固溶处理后的试件,波峰、波谷处的*大主应力σ1均为压应力。从表2可看出,对于固溶处理前的波纹管,波峰处的σ1为正值,且成形工艺相同时,直径大的残余应力小,直径小的残余应力大;比较不同成形工艺的试件,滚压成形的波纹管比液压成形的波纹管残余应力增大了约40%。固溶处理之后,不同尺寸及成形工艺的波纹管,*大主应力σ1均为负值,且大小相近。其*对值比固溶处理前有所降低,直径越小,降低越多,滚压比液压下降快。
表2 波纹管波峰处的σ1平均值
应力 状态
固溶处理前
固溶处理后
DN400/液压
338.6
-143.6
DN600/液压
217.9
-176.7
DN600/滚压
311.8
-182.3
DN800/滚压
187.8
-174.7
2.所有试件测点的主应力σ2基本为压应力。固溶处理前的试件,其主应力σ2的*对值大小相近。固溶处理后σ2仍为压应力,但*对值有所增大。
3.所有测点主应力σ1的方向与波纹管的轴线方向基本一致。
结论
1. 固溶处理后波纹管残余应力并未消除,但*大主应力σ1方向发生了变化。这是因为在固溶处理的空冷阶段,波峰、波谷在冷却过程中,收缩量不成比例,相互制约,在波纹管中重新形成了热处理残余应力的缘故。
2. 对于成型后未经过固溶处理的波纹管,直径小的残余应力相对较大,直径大的残余应力较小;滚压成形的波纹管,其残余应力约是液压成形波纹管的1.4倍。
3. 残余应力的主应力方向与波纹管的轴线方向基本一致。这导致了波纹管应力腐蚀沿周向开裂。
4. 固溶处理有利于提高波纹管的抗应力腐蚀性能,波纹管应力腐蚀只发生在拉应力参与的情况下,而试验中波纹管残余应力的*大主应力,在固溶处理后由拉应力转变成压应力,因而阻止了应力腐蚀的发生。
2024-01-11相关仪器 -
免责声明
①本网刊载上述内容,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任
②若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi

-
 认证会员 第
4 年
认证会员 第
4 年南京聚航科技有限公司
认证:工商信息已核实
- 产品分类
- 品牌分类
-
仪企号
 南京聚航科技有限公司
南京聚航科技有限公司
-
友情链接
-
手机版开启全新的世界m.yiqi.com/zt75143/



