
-
产品文章
-
机组主蒸汽管焊缝残余应力检测研究
发布:南京聚航科技有限公司浏览次数:9某电厂600MW1机组主蒸汽管接管座是焊接在汽机房下部标高约8m左右的主蒸气管母管上,主汽管规格Φ668*103,材料为SA335-P22,S接管座规格为Φ169.9*29,材料A182-F22。焊口的焊接质量除了用探伤、金相检验和硬度检查控制外,还可采用盲孔法来测定焊后及热处理之后的残余应力值,以严格控制工程质量,保证机组安全运行。
本文采用盲孔法检测管道残余应力,仪器采用南京聚航科技有限公司生产的JHMK残余应力测试系统,该系统由JHYC静态应变仪和JHZK钻孔装置组成。粘结剂为502快干胶水。
残余应力测试步骤
测试前,被测管焊缝表面必须处理干净、平整。将具有一定角度关系的应变片组合在一起,用502胶水按事先预定的方向粘贴到各个被测点上,待干燥牢固之后,焊上引线和连接线,并与电阻应变仪各测量桥路连接。仪器调零之后,用JHZK盲孔法钻孔装置在每个应变花的中心标记钻孔。由于钻孔处残余应力的释放,引起小孔周围附近的金属产生微小的应变。这一应变被电阻应变片感应,就表现为应变片敏感栅的电阻值变化,用JHYC静态应变仪即可测量出应变的大小和方向,再根据应力和应变之间的关系,计算出残余应力的大小和方向。
测试数据
焊接前,将s接管座与主汽管的焊接部位预热至350℃,在焊至焊缝厚度为22mm,60mm时及焊完后各进行一次脱氢处理。在*后一次脱氢处理后,进行*一次残余应力测量。然后进行*终热处理,将温度升高至740℃并保温4h;热处理完后进行第二次残余应力测量。两次测量的测点分区布置在两个对称面附近。A、B两区为*一次测量区;C、D两区为第二次测量区。
在对测量数据进行量误差修正后,曲线图如下。
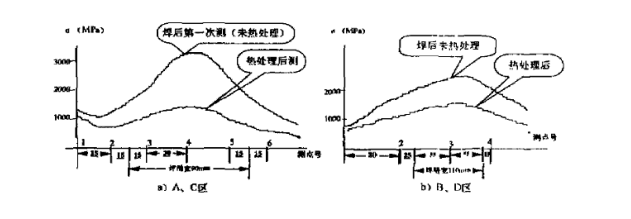
图1 残余应力分布修正曲线
结果分析及结论
从实测数据可以看出,S接管座焊缝的残余应力峰值在热处理之前已接近或超过材料的屈服极限(约2700kgf/cm2),如果不进行消除或降低残余应力,将严重威胁主蒸汽管道的安全运行。热处理可显著地降低残余应力值,这与前述实验数据分析结果一致。
在实验及实测中,受现场条件及各种因素的影响,测量误差是难以避免的。但这并不影响分析残余应力的方向及相对大小的分布状态。通过分析得出以下结论:
厚壁管焊缝的残余应力主要分布在焊缝区及热影响区,且方向呈多向应力状态。理论分析表明,残余应力主要是由于焊接过程中焊接材料的加热和冷却不均匀产生的热应力和由于组织转变不平衡产生的组织应力所组成。
可采用热处理方法消除或降低残余应力至合适的限度。本文提及到的焊前预热、焊接过程中采取保温及脱氢处理措施,以及焊后及时回火,都是减少残余应力的有效手段。经过我们对600MW机组主蒸汽管焊缝所做的测量统计,这些措施一般可使残余应力值降低2/3左右。
2024-05-30相关仪器 -
免责声明
①本网刊载上述内容,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任
②若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi


-
 认证会员 第
4 年
认证会员 第
4 年南京聚航科技有限公司
认证:工商信息已核实
- 产品分类
- 品牌分类
-
仪企号
 南京聚航科技有限公司
南京聚航科技有限公司
-
友情链接
-
手机版开启全新的世界m.yiqi.com/zt75143/



