激光加工设备的选购指南
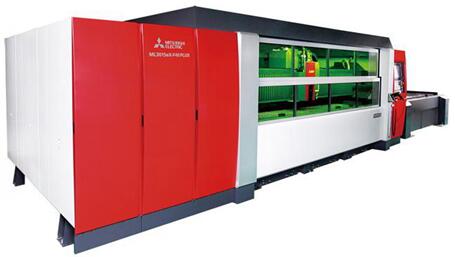
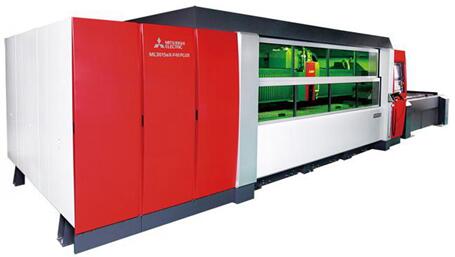
激光加工设备在微电子行业中主要用于打孔、调阻、划片、打标、封口。涉及的加工材料主要包括陶瓷基板(氮化铝、氧化铝等)、金属材料(二氧化硅、金锡、镍镉等)。面对品种繁多、价格昂贵、技术含量高的激光加工设备,如果选择不当,不仅造成巨大的浪费,而且会影响正常生产,造成更大的损失。因此,如何选择合适的激光加工设备,使这些设备在生产中发挥巨大的作用,这是首先要认真考虑的问题。
确定产品的工艺要求
不同种类的激光加工设备都有一定的加工范围。在选择设备之前,首先要确定典型加工工件的加工范围和工艺要求。在实际生产中,激光打标需要快速的走线速度、96%的厚膜氧化铝陶瓷划片需要较高的激光能量,薄膜氧化铝陶瓷的切割需要高精度的加工对位能力,这些不同需求分布在较宽的加工范围内,包括CO2激光加工、红外激光加工、紫外激光加工等多种不同原理的加工方式。因此,针对不同产品的确定产品加工要求以选型合适的加工方式,是正确选择激光加工设备的前提。
选择适合的激光器
激光器作为激光加工设备的核心部件,在整个激光加工过程中起着非常重要的作用。选择适合产品工艺的激光器需要对激光器本身的原理以及参数有一定的认识。在实际使用过程中,通过对激光器参数的优化,还可以在一定范围获得更为的加工效果。激光器的选型可以从波长、脉宽和峰值功率等参数来确定。
1、波长:
波长是激光的固有属性之一,激光按照波长,由长到短可以分为远红外激光、红外激光、绿光激光、紫外激光及深紫外激光。激光加工设备激光波长的选择首先要视材料而定,任何材料都有其固有的光谱特性,选择吸收率高的波长激光,能有效提升加工效率。
波长也决定了光子的能量和激光的聚焦能力。一般而言,波长越长,光子能量越大,聚焦性能越差;波长越短,光子能量越小,聚焦性能越好。因此,针对厚度较厚的材料加工,一般选择波长较长的激光;针对精度要求较高的加工,一般选择波长较短的激光。例如,厚膜陶瓷基板,一般选用红外激光加工,而针对薄膜陶瓷基板,一般紫外激光是较优的选择。
2、脉宽:
脉宽,顾名思义是激光脉冲的宽度,即指单个激光脉冲持续的时间。按照脉宽,激光可分为毫秒激光、微妙激光、纳秒激光、皮秒激光、飞秒激光和阿秒激光。目前阿秒激光尚处于实验室阶段,尚未进入工业应用领域。
一般而言,激光脉宽越短,激光的峰值功率越高,激光破坏材料的能力越强。以皮秒激光为例,单脉冲能量一般是数百微焦,但由于其作用时间仅10^-12秒,因此,其峰值功率级别可达到兆瓦。因此,皮秒激光可使几乎所有的固体材料在瞬间完成气化或等离子化,从而有效去除材料。作为对比,红外CO2激光、光纤激光,一般是毫秒/微秒级别的激光,其峰值功率一般较低,因此往往只能以热熔方式(材料由固态变化为液态)加工。
3、重复频率:
重复频率,即激光在单位时间射出的脉冲数。以激光加工设备的特性而言,一般重复频率越高,激光脉冲能量越小,重复频率越低,激光的脉冲能量则越高。
因此,当材料厚度较厚,或者需要完成切割、钻孔等加工时,往往选择低频模式加工;而当材料厚度较薄,或者需要完成刻蚀、打标等加工时,往往高频模式能带来较高的效率和更加平顺的加工效果。
4、单脉冲能量&峰值功率:
当材料厚度较厚,或者需要完成切割、钻孔等加工时,往往选单脉冲能量较高或峰值功率较高的激光加工设备来加工;而当材料厚度较薄,或者需要完成刻蚀、打标等加工时,对激光的单脉冲能量、峰值功率没有太高的要求。
激光加工设备软件系统的选择
激光加工设备一个好的软件系统,往往冠以“友好”这样的修饰词,主要是说软件界面看的明白,便于操作。但所谓“友好”,实际也是目前设备软件的一般要求。软件的真正内核,实则在于电气控制、工艺方案的集中体现。
以打标机为例,以其光学配置而言,实则也具备一定的钻孔、切割能力。但打标机的软件功能单一,基本忽略打孔、切割的操作要求。再例如图形的处理,由于激光光斑有一定的尺寸。加工过程中激光光斑运动的尺寸(或平台运动的尺寸),与CAD图纸,往往是有细微的差异的(外扩或者内缩)。软件是否能按照光斑大小,较为简便的操作来实现这种差异补偿,实则为软件价值的体现之一。

激光加工设备加工效率的控制
激光加工设备的加工效率,即指材料被去除的效率,一般而言,该效率由几个因素决定:
1、材料对加工用激光的吸收率
材料对激光的吸收率越高,则光能转化为热能的比例就越高。材料就能相对更加GX的被去除。还是以金属铜为例,红外激光加工,反射率极高,吸收率底,因此加工的效率一般不高,甚至无法加工;而选用紫外激光或绿光激光,则有条件做较为GX的加工。
2、材料破坏模式及材料特性
激光去除材料,一般的破坏方式,按照能量由低到高,一般可分为“溶化(固态到液态)”、“汽化(固态到气态)”和“固态到离子态”三种方式。对应加工效率,溶化高于汽化,而固态到离子态的变化,其效率是Zdi的。实际加工过程中,亦伴随着材料内部的热传导,例如聚合物材料,对热敏感,热扩散迅速。这样的特性会加速激光热熔式的加工,表征为效率的提升。
3、加工模式和辅助
激光加工设备加工效率一定程度上,受加工模式和一些辅助工艺的影响。
加工模式,主要由设备硬件结构决定,例如针对一些薄材料,激光加工设备采用“平台不动,控制光斑移动”的方式加工,效率往往高于“光斑不动,控制平台移动”的方式。
辅助工艺,以陶瓷基板加工为例说明,一般使用紫外激光加工陶瓷基板时,由于加工局部位置的温度极高,因此在加工位置为产生大量等离子体(空气被电离产生等)。这些等离子体一定程度上影响光束传输,继而影响能量传输。基于这样的机理,加工时如果能对加工位置做吹气等辅助处理,则能一定程度上提升能量传输效率,继而提升激光加工设备的加工效率。类似的工艺还包括吹加氧气、氮气等。但具体结果,与材料亦有直接关系。
全部评论(0条)
推荐阅读
-
- 激光加工设备的选购指南
- 激光加工设备在微电子行业中主要用于打孔、调阻、划片、打标、封口。涉及的加工材料主要包括陶瓷基板(氮化铝、氧化铝等)、金属材料(二氧化硅、金锡、镍镉等)。
-

- 激光加工设备的功能|使用
- 激光加工设备是利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工以及做为光源,识别物体等的仪器。
-

- 激光加工设备的发展|应用
- 激光加工设备是激光加工技术的载体,主要由光学系统、机械系统和数控系统组成,以激光器为核心,利用激光加工技术改造传统制造业的设备。
-

- 激光加工设备有哪些
- 激光加工设备可分为激光切割、激光打标、激光雕刻和激光焊接等几种。激光加工设备已广泛应用于电子、汽车、机械制造、钢铁冶金、石油、轻工、医疗器械、包装、礼品工业、钟表、服装、化妆品、烟草、航空航天等行业。
-

- 拉曼光谱仪的选购指南
- 拉曼光谱仪在环境、地质、安检、物理、化学、检验检疫等领域都有应用,是一种应用广泛的分析仪器,但是由于种类繁多,所以在选购拉曼光谱仪的时候需要对拉曼光谱仪的性能、维护、售后等方面做全面的调研。
-

- 夜视仪的选购指南
- 目前市场上的夜视仪型号很多,都各有优缺点。很多人面对各种新型号的夜视仪很茫然,不知道如何选购。如何选购夜视仪,从众多个型号的夜视仪中选购一台适合自己使用的夜视仪?
-

- 光学平台的选购指南
- 光学平台,又称光学面包板、光学桌面、科学桌面、实验平台,供水平、稳定的台面,一般平台都需要进行隔振等措施,保证其不受外界因素干扰,使科学实验正常进行。
-

- 积分球的选购指南
- 积分球是一个空心的球体,内部涂有漫反射涂层,外面一般是碳钢金属结构,侧面开有小孔。测量时,积分球内部放有标准灯、辅助灯、光纤接口等,外接设备包括光谱分析仪、电源、电脑等。
-

- 光纤测试仪的选购指南
- 现如今几乎网络的主干都是光纤,光纤在很大程度上提升了网络的速度,但是伴随而来的是各类光纤故障,经常会出现连通不畅或者丢包的现象,为此几乎大部分的网络中都会配备光纤测试仪,那么光纤测试仪应该如何选择呢?
-

- AOI的选购指南
- AOI即自动光学检测,现已成为电子制造业确保产品质量的重要检测和过程质量控制工具,因此,如何从重多的AOI品牌中选择和利用适合自己要求的AOI,已成为广大电子制造工作者十分关心的问题。
-

- 色差仪的选购指南
- 现在市场上销售的色差仪价格、功能、内部结构都是有很大的差异的,而且不同型号种类的色差仪针对检测的环境和产品都是不同。所以在选择色差仪时一定要注意色差仪性能的考量。
-

- 旋光仪的选购指南
- 旋光仪是测定物质旋光度的仪器,可以分析确定物质的浓度、含量及纯度等。旋光仪广泛应用于制药、药检、制糖、食品、香料、味精以及化工、石油等工业生产,科研、教学部门,用于化验分析或过程质量控制。
-

- 数码显微镜的选购指南
- 数码显微镜的选购和普通的生物显微镜在选购上要考虑的因素绝大部分相同,只多了一部分摄影摄像的功能和图像软件,所以在光学成像效果要达到需求外,要求数码摄像头的输出图像也要能达到客户需求。
-

- 共聚焦显微镜的选购指南
- 共聚焦显微镜是上世纪80年代发展起来的高科技产品。它通过在荧光显微镜上加装激光扫描及共轭装置,用紫外或可见光激发荧光探针,并利用计算机进行图像处理,从而得到细胞或组织内部微细结构。
-
- 叶面积仪的选购指南
- 叶面积仪是一种可以在野外进行测量的叶面积检测仪器。可以精确、快速、无损伤地测量叶片的叶面积及相关参数。叶面积仪广泛应用于农业、气象、林业等部门。
-

- 基因扩增仪的选购指南
- 基因扩增仪因操作方便、运行速度快、实验结果准确,受到越来越多的分子生物学研究者青睐。面对各种不同性能的基因扩增仪,又该如何选择呢?
-

- 流式细胞仪的选购指南
- 流式细胞仪是常用的细胞分析、分选的仪器,可以对处于液流中的各种荧光标记的微粒进行多参数、快速、准确的定性、定量测定。
-

- 净化工作台的选购指南
- 净化工作台是一种应用于局部净化除尘的设备,一般用于去除零配件表面的灰尘和颗粒,同时将灰尘吸入收集排于室外。净化工作台正确选购,是许多用户比较关注的问题,因为这关系到净化工作台的工作效率。
-

- 消化炉的选购指南
- 消化炉在蛋白质检测中起到了很重要的作用,选择一台合适的消化炉是准确检测的前提。如何选择消化炉?选择消化炉的注意事项就要引起你足够的重视。
-

- 人工气候箱的选购指南
- 人工气候箱也叫人工气候培养箱,是企业产品品质检测必不可少的一款设备,但是面对市场上品牌众多,型号不同的人工气候箱,如何才能够根据自己的试验需要来选择合适的人工气候箱呢?
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi


参与评论
登录后参与评论