超高速激光熔覆技术的优势
镀铬是过去广泛使用的防腐耐磨涂层技术之一。制备过程是将工件浸泡在铬酸溶液中,用电化学方法沉积涂层。制备的硬铬涂层通常伴有微裂纹,涂层与基体的结合力差,在使用中常导致开裂和剥落。由于电镀耗电量巨大,其利润空间一再被压缩。生产过程中产生的废气和废液也污染了环境。目前,电镀行业已成为夕阳产业,受到欧盟、美国和中国工业部门的严格限制。超高速激光熔覆工艺不涉及化学过程,对环境友好。有很多种硬表面涂层可供选择,包括铁基、镍基和钴基合金涂层。该方法制备的镀层无缺陷,结合强度高,耐久性远高于电镀层。目前,超高速激光熔覆是替代镀硬铬的技术。

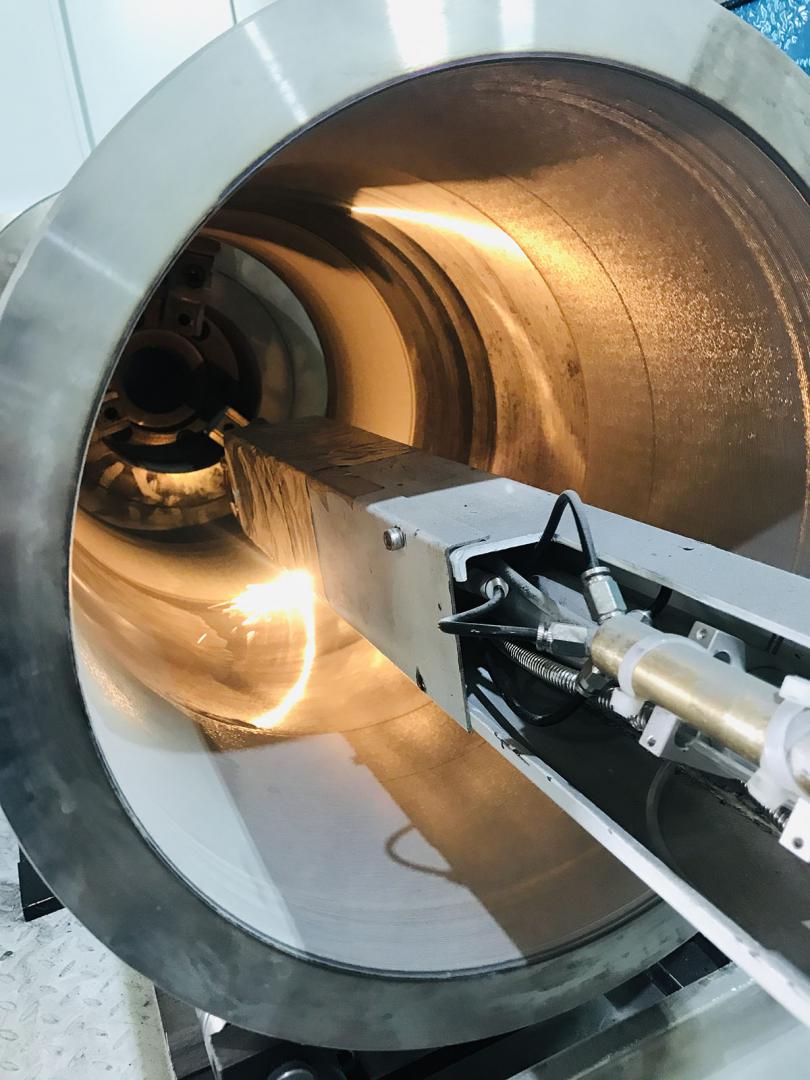
热喷涂涂层虽然沉积速率高,但粉末利用率只有50%。涂层的孔隙率为1%—2%,腐蚀介质可以通过这些孔隙腐蚀基体。一般情况下,热喷涂涂层与基体的结合强度低于150 MPa,在重载服役条件下可能导致涂层剥落。而超高速激光熔覆制备的涂层结构致密,无气孔,涂层与基体为冶金结合,结合强度高。而国盛激光熔覆设备采用特殊设计优化的高速激光熔覆喷嘴,粉末利用率大于90%,精确的激光能量控制,确保熔覆层稀释率控制在3%以内。
堆焊技术可以制备高质量无缺陷的金属涂层,如钨极氩弧焊和等离子喷焊。界面为冶金结合,结合强度高,单层厚度可达2—3 mm,与热喷涂单层25—50微米、传统激光熔覆单层0.5—1mm的沉积厚度相比,堆焊技术的沉积效率极高。然而,高沉积效率伴随着高能量输入,会诱发基体材料组织和性能的转变以及热损伤。而国盛激光超高速激光熔覆技术是大容量高精度双筒送粉器,确保长时间送粉的稳定性和熔覆层的均匀性一致性。。
从涂层厚度的分析可以看出,在50—500微米m的厚度范围内没有涂层的技术方案,而超高速激光熔覆技术正好可以填补这一空白。其单层熔覆厚度在25—250微米范围内,制备的涂层表面光滑,粗糙度仅为传统激光熔覆的10%。仅通过磨削就能满足精度要求。国盛激光超高速激光熔覆设备是高精度的数控机床,熔覆线速度可达100-500mm/s,单位时间熔覆面积0.5-1m2;高精度送粉控制,熔覆层厚度0.2mm-10mm精确可控。
标签:超高速激光熔覆技术
全部评论(0条)
推荐阅读
-

- 超高速激光熔覆技术的优势
- 有很多种硬表面涂层可供选择,包括铁基、镍基和钴基合金涂层。
-

- 激光熔覆技术面临的挑战
- 目前,国内激光熔覆领域存在这样的情况。新工艺不断在大学实验室进行测试,但没有平台可以实现真正的应用验证。
-
- 激光熔覆技术在电力行业设备修复中的应用及优势
- 随着经济社会的发展,科技的越来越发达,激光熔覆技术已经走向成熟,可再生能源被赋予节能减排、控制温室气体排放、大气污染等新的使命。
-

- 激光熔覆再制造技术的应用发展方向
- 随着高功率激光器件成本的下降,国内外越来越多的大学、企业和学者开展激光熔覆再制造技术的应用研究。 “设备、材料、工艺、产品、服务”五位一体,使激光熔覆再制造技术日趋完善。
-
-

- 激光熔覆技术和激光合金化的异同点
- 激光熔覆和激光合金化都是利用高能量密度激光束在基体和基体表面形成的快速熔化过程。具有完全不同成分和性能的合金涂层。
-

- 激光熔覆技术在船舶修复中的应用
- 船舶上的许多大型设备如果损坏,往往会造成重大的经济损失和危害,比如发电机关键部位的转子轴,因其运行精度高、转速高,一旦损坏,其输出功率将受到影响。整个单位就会削弱甚至瘫痪。
-

- 激光熔覆技术在模具修复中的应用
- 模具在铸造成型和塑料成型加工中起着重要作用,其制造工艺复杂,生产周期长,加工成本高。因此,对失效模具进行修复再利用,无疑具有显着的经济效益。
-

- 激光熔覆再制造与电镀修复的技术比较
- 与电镀相比,激光熔覆是激光熔覆与基体之间的一种强冶金结合层。经过特殊设计的激光熔覆涂层,结构致密,无裂纹和气孔,熔覆层厚,强度和韧性好,是一种环保工艺。但电镀层与基体结合强度低,镀层中微裂纹和针孔多,
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi






参与评论
登录后参与评论